
در این مطلب قصد اریم مراحل ریسیدن پشم را با شما به اشتراک بگذاریم. امروزه از پشم در بسیاری از صنایع استفاده می کنند. بیشترین استفاده پشم در قالی بافی و نساجی است. برای تبدیل پشم به خامه قالیبافی باید مراحل زیادی طی شود تا پشم خام را به خامه یا نخ تبدیل کرد.
مراحل ریسیدن پشم با دست بیشتر در بین روستاییان و عشای ررواج بسیار داشته و دارد كه به دو صورت استفاده از دوك یا به وسیله چرخ چوبی انجام میگیرد. ریسندگی به وسیله دست نیاز به مهارت زیادی دارد و در صورت عدم مهارت خامه از كیفیت مورد نیاز برخوردار نیست.
برای اینكه الیاف حلاجی شده پشم به صورتهای محكمی تابیده و جهت مصرف درایند، ریسیده می شوند. در گذشته این كار تنها به وسیله دست انجام می شد و پشم آماده و شسته شده را بعد از مرحله حلاجی به كمك وسیله ای چوبی با نام دوك می ریسیدند، ریسندگی با دوك به این شكل انجام می شد
ویدئو مراحل ریسیدن پشم
انواع پشم
گوسفندان نژادهای مختلف پشم متفاوتی دارند. برای مثال پشم گوسفند خراسانی در دو کیفیت پشم درجه یک و پشم درجه دو به فروش می رسد. در ادامه شما را با کیفیت پشم گوسفند خراسانی و نحوه تبدیل آن به نخ ریسندگی آشنا می کنیم.
پشم درجه یک گوسفند خراسانی: پشم سراسر بدن گوسفند به جز پشم قسمت دست و پا
پشم درجه دو گوسفند خراسانی: شامل پشم سراسر بدن گوسفند به علاوه پشم دست و پای آن
تاریخچه ریسندگی
ریسندگی جزو اولین صنعتهایی است که انسانها به آن دست بافتند. بشر اولیه در ابتدا با استفاده از یک دوک چوبی ساده توانست الیاف را به دورهم بتابد و نخ تولید کند. برای قرنها انسان برای ریسندگی نخ از همین روش ابتدایی استفاده میکردند، تا اینکه در قرن چهاردهم میلادی اولین گامها در مسیر ماشینی کردن فرایندهای ریسندگی برداشته شد.
در این زمان در هند و اروپا نوع پیشرفتهتری از دوک ریسندگی اختراع و به کار گرفتهشد. پس از آن در قرن شانزدهم میلادی چرخ ریسندگی جدیدی ساخته شد. مکانیزم عملکرد این چرخ به گونهای بود که در هنگام کار هر دو دست کارگر آزاد بود و میتوانست تسلط بیشتری بر کار داشته باشد. نهایتا در قرن هجدهم میلادی ماشین ریسندگی توسط ریچارد آرکرایت اختراع شد و تحول عظیمی در صنعت تولید نخ بوجود آورد. اختراع ماشین ریسندگی به صورت عمده سبب افزایش سرعت تولید محصول، کاهش هزینهها و همچنین افزایش کیفیت محصول تولیدی شد.
دسته بندی مراحل ریسیدن پشم
به طورکلی فرایند ریسندگی به دو دستهی عمدهی ریسندگی شیمیایی و ریسندگی مکانیکی تقسیم میشود. هرکدام از این دسته بندیها خود شامل زیر مجموعههایی هستند که در ادامه توضیح داده خواهند شد.
1. ریسندگی شیمیایی
در این سامانهی ریسندگی مواد پلیمری مختلف طی عملیات ریسندگی مختلف به فیلامنت تبدیل خواهند شد. در ریسندگی شیمیایی به چند روش میتوان فیلامنت تولید کرد. این روشها شامل ذوب ریسی، ترریسی و خشک ریسی میشوند.
در طی فرایند ذوب ریسی الیاف ترموپلاستیک که در اثر حرارت به راحتی نرم میشوند، با عبور از روزنههای رشته ساز دستگاه به شکل رشتههای طولانی در میآیند. این رشتهها به روشهای مختلفی خنک میشوند و نهایتا تبدیل به الیاف میشوند. مشهورترین الیافی که با این فرایند تولید میشوند الیاف پلی استر و نایلون هستند.
در فرایند خشک ریسی پلیمرها درون حلال حل و از روزنههای رشته ساز عبورداده میشوند. سپس این رشتههای پلیمری در هوای گرم قرار میگیرند تا حلال از آنها خارج شود و به الیاف تبدیل میشوند. مشهورترین لیفی که تحت فرایند خشک ریسی تولید میشود اکریلیک است. در ترریسی نیز الیافی مثل ویسکوزریون تولید میشوند.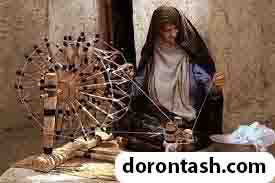
2. ریسندگی مکانیکی
در این فرایند الیاف کوتاه کنار همدیگر قرار میگیرند و تحت فرایند تاب به یک رشتهی بلند و بارک تحت عنوان نخ تبدیل میشوند. ریسندگی مکانیکی به ریسندگی الیاف منقطع یا Staple نیز مشهور است.
در یک دسته بندی کلی ریسندگی مکانیکی به دو دستهی سیستم ریسندگی متداول یا قدیمی (Conventional) و سیستم ریسندگی مدرن تقسیم میشود. سیستم متداول همان سامانهی ریسندگی رینگ است. سیستم مدرن نیز شامل سامانههای ریسندگی چرخانهای، اصطکاکی و ایرجت میشود.
به طور کلی میتوان گفت که سامانههای ریسندگی مدرن به بازار عرضه شدند تا مشکلات سامانهی رینگ را حل کنند. این فرایندها از لحاظ کمی برتر از سامانهی رینگ هستند اما از نظر کیفیت محصول تولیدی کماکان سیستم ریسندگی رینگ پیشتاز است.
مخلوط کردن
در این بخش از مراحل ریسیدن پشم پشم مانند مواد اولیه به شکل عدل در می آید. در طول اختلاط تعدادی عدل با هم مخلوط می شوند تا تغییرات در سراسر نخ و در نتیجه در پارچه به حداقل برسد. این مخلوط همگن یکنواختی در خواص نخ را نیز تضمین می کند. این کار با باز کردن همزمان عدلها انجام میشود و الیاف به سطل همزن منتقل میشوند و روی میز نی که دارای کرکهای پیشبند سنبلهای است که اساساً از طریق عدلها پاره میشود و از طریق هوای فشرده الیاف را به طور یکنواخت مخلوط میکند.
ریسندگی فرآیند تبدیل الیاف و رشته های نساجی به نخ برای بافندگی یا بافندگی به پارچه است. در این مقاله قصد داریم با فرآیندهای مختلفی که منجر به تشکیل نخ های تابیده شده می شود آشنا شویم.
نخهای تابیده شده با نخهای پشمی معمولی در خواص مختلفی متفاوت هستند. فقط الیاف با طول منگنه بلند (4 اینچ یا بیشتر) برای پردازش بیشتر گرفته می شود. نخ ها تراشی شده و شانه می شوند، بنابراین آنها را قوی تر، ظریف تر و صاف تر می کند. نخهای پوسیده بیشتر برای بافندگی استفاده میشوند، زیرا میتوانند در برابر فرآیند بافت سخت مقاومت کنند و پارچهای صاف بافته شوند.
ریسندگی نخ تابیده شده از طریق فرآیند زیر انجام می شود
نمودار جریان فرآیند چرخش
 کارتینگ
کارتینگ
این فرآیند مکانیکی است که با استفاده از یک سری مراحل تقسیم و تقسیم مجدد الیاف را از هم جدا میکند، تمیز میکند و با هم مخلوط میکند که باعث میشود الیاف به موازات یکدیگر قرار بگیرند و یک صفحه نازک با ضخامت یکنواخت از الیاف به نام لایه تولید کنند. سپس این لایه متراکم می شود تا یک شبکه پیوسته از الیاف به نام sliver را تشکیل دهد. این نشاندهنده آغاز فرآیند ریسندگی است زیرا برشها برای تبدیل آن به نخ کشیده میشوند.
شانه زدن
الیاف کوتاهتر (کمتر از 4 اینچ) را با حلقه های چرخان یا ردیف مستطیلی پین های فولادی جدا می کند. این فرآیند در سیستم پشمی مورد نیاز نیست زیرا الیاف کوتاه برای پردازش بیشتر حفظ می شوند. الیاف کوتاهتری که حذف میشوند، نویل نامیده میشوند و به عنوان یک افزودنی تزئینی در فرآیند چرخش بعدی استفاده میشوند.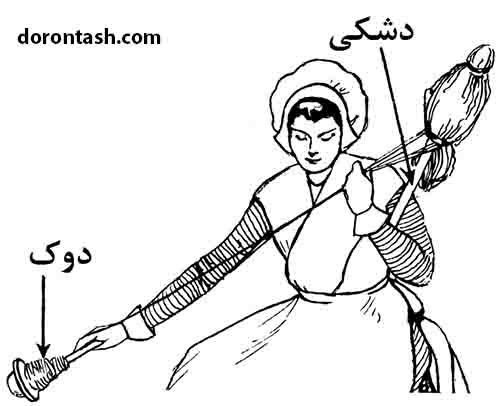
گیلینگ
سپس پشم کارد شده از طریق عملیات آبشش و شانه زدن عبور داده می شود. از طریق این فرآیند، الیاف کوتاهتر بیشتر حذف میشوند و الیاف بلندتر (بالا) تا حد امکان موازیتر میشوند. همچنین به از بین بردن ناخالصی های باقی مانده در طول فرآیند کاردینگ کمک می کند. بنابراین الیافی که در قسمت بالایی قرار دارند صاف شده و به موازات یکدیگر قرار دارند. همچنین به ترکیب بیشتر الیاف کمک می کند و یکنواختی را در سراسر بسته بهبود می بخشد.
طراحی
این فرآیند را می توان در دستگاه آبشار نیز انجام داد. در آن، برشها بیشتر به شکل فشردهتری کشیده میشوند و بنابراین برای تهیه نخ نازکتر میشوند. فقط تنظیمات دستگاه برای فرآیند کشیدن در دستگاه آبشکن باید تغییر کند. بسته به نیاز نخ، یک یا چند فرآیند کشش پشت سر هم انجام می شود
روینگ
هدف از عملیات چرخشی این است که برش را به اندازه مناسب برای چرخش کاهش دهیم. برش ها با سرعت فزاینده از میان مجموعه ای از غلتک ها عبور داده می شوند. این کمک می کند تا چگالی خطی الیاف را به حداقل برساند و آن را برای فرآیند چرخش آماده کند. در حین چرخش، مقدار کمی پیچ نیز اضافه می شود که به کشیدن چرخش تا چگالی خطی مورد نیاز کمک می کند. سپس رووینگ بر روی ماسوره چرخان قرار می گیرد
حال چرخش
پس از چرخیدن، ماسوره چرخان به چارچوب حلقه وارد می شود که در آن پشم روبی شده بیشتر به داخل نخ کشیده می شود. در طی این فرآیند مقدار کمی پیچ و تاب اضافه می شود که باعث تقویت نخ می شود و همچنین به روند کشیدن کمک می کند. سپس نخ برای پیچیدن بیشتر روی حلقه حلقه پیچ می شود.
سیم پیچی
بوبین های ریسندگی حلقه به دلیل محدودیت های دستگاه دارای اندازه بسته بندی کوچکی هستند. برای فرآیندهای بعدی، بسته بندی بزرگ برای نرخ تولید بهتر مورد نیاز است. اگر از حلقههای کوچک تابیده شده در فرآیندهای بعدی استفاده شود، باید مرتباً تعویض شوند که باعث کاهش کارایی دستگاه میشود. برای این منظور از کانر Auto برای ساخت بسته های بزرگتر از بابین های حلقه ای استفاده می شود. در طول فرآیند، عیوب نخ مانند لجن، محل های ضخیم و نازک با برش و اتصال در آن نقطه اصلاح می شوند. در حال حاضر، اکثر کارخانه ها دارای اتصالات برش و اتصال خودکار روی اتوکانر هستند.
سیم پیچ مونتاژ
استحکام یک نخ همیشه کمتر از یک نخ دولایه است. برای فرآیند بافتن نخ تار به استحکام بیشتری نیاز دارد که یک نخ برای تامین آن کافی نیست. با دو برابر شدن نخ، استحکام نخ چینهای زیادی را افزایش میدهد. در این دستگاه از پکیج های ساخته شده در اتوکانر استفاده می شود. دو بسته استفاده می شود و دو برابر می شود تا یک نخ دولا تشکیل شود.
پیچش
نخ دوتایی تشکیل شده در دستگاه سیم پیچ مونتاژ پیچ خورده نیست. بدون پیچ و تاب، همیشه این احتمال وجود دارد که نخ های پرکننده از یکدیگر جدا شوند. این کار توسط دستگاه TFO (Two For One) انجام می شود که در آن دستگاه بین 8000-10500 دور در دقیقه کار می کند تا پیچش مناسب مورد نیاز را فراهم کند.
بخارپز کردن
پس از فرآیند پیچاندن نخ های زخمی برای بخاردهی در دستگاه اتوکلاو تنظیم می شوند که ظرفی با حرارت قوی است که برای استریل کردن بخار استفاده می شود. با بخار و فشار کنترل شده، پیچ و تاب ایجاد شده دائمی می شود و سپس قرقره در نهایت برای بافتن یا سایر مصارف نهایی آماده می شود.
در بخش نهایی مراحل ریسیدن پشم در صورتی که الیاف نیاز به رنگرزی داشته باشند از طریق رنگرزی رویه انجام می شود، اما پس از رنگرزی مجدداً باید از مراحل آبشش و دوباره شانه زدن رد شود. این همچنین به ترکیب الیاف رنگ شده کمک می کند.





آخرین دیدگاهها